Blog Post
Millwright 101
Millwrights are more or less equivalent to maintenance technicians, and they play a key role in keeping equipment in good running condition. In this article, we’ll look at the role a millwright plays in the maintenance industry as well as review the tasks and components they handle on a regular basis. In particular, we’ll go in-depth into the practical knowledge millwrights need to have on items such as LOTO, inspections, bearings, belts, grease, and oil.


Millwrights are more or less equivalent to maintenance technicians, and they play a key role in keeping equipment in good running condition. In this article, we’ll look at the role a millwright plays in the maintenance industry as well as review the tasks and components they handle on a regular basis. In particular, we’ll go in-depth into the practical knowledge millwrights need to have on items such as LOTO, inspections, bearings, belts, grease, and oil.
What Is a Millwright and What Is Their Role in the Maintenance Industry?
To start off, what is a millwright? Millwrights are considered to be the forefathers of modern mechanical engineers. Originally, they were specialized carpenters who erected water or wind powered mills, and the occupation reaches back as far as the Hellenistic period (from 323 BC to 31 BC in ancient Greece). We owe a number of inventions to the original millwrights, including rack-and-pinion gearing and the water wheel.
Millwrights Today – A Medley of Terms
Today, the term “millwright” is often used interchangeably with occupations like “maintenance technician” and “industrial mechanic.” In Canada, for instance, millwrights and industrial mechanics are virtually the same thing. In the UK and Australia, the term “mechanical fitter” is more common. Other places say “mechanic” or “maintenance tech,” but ultimately, they all play the same role.
The Role of a Millwright
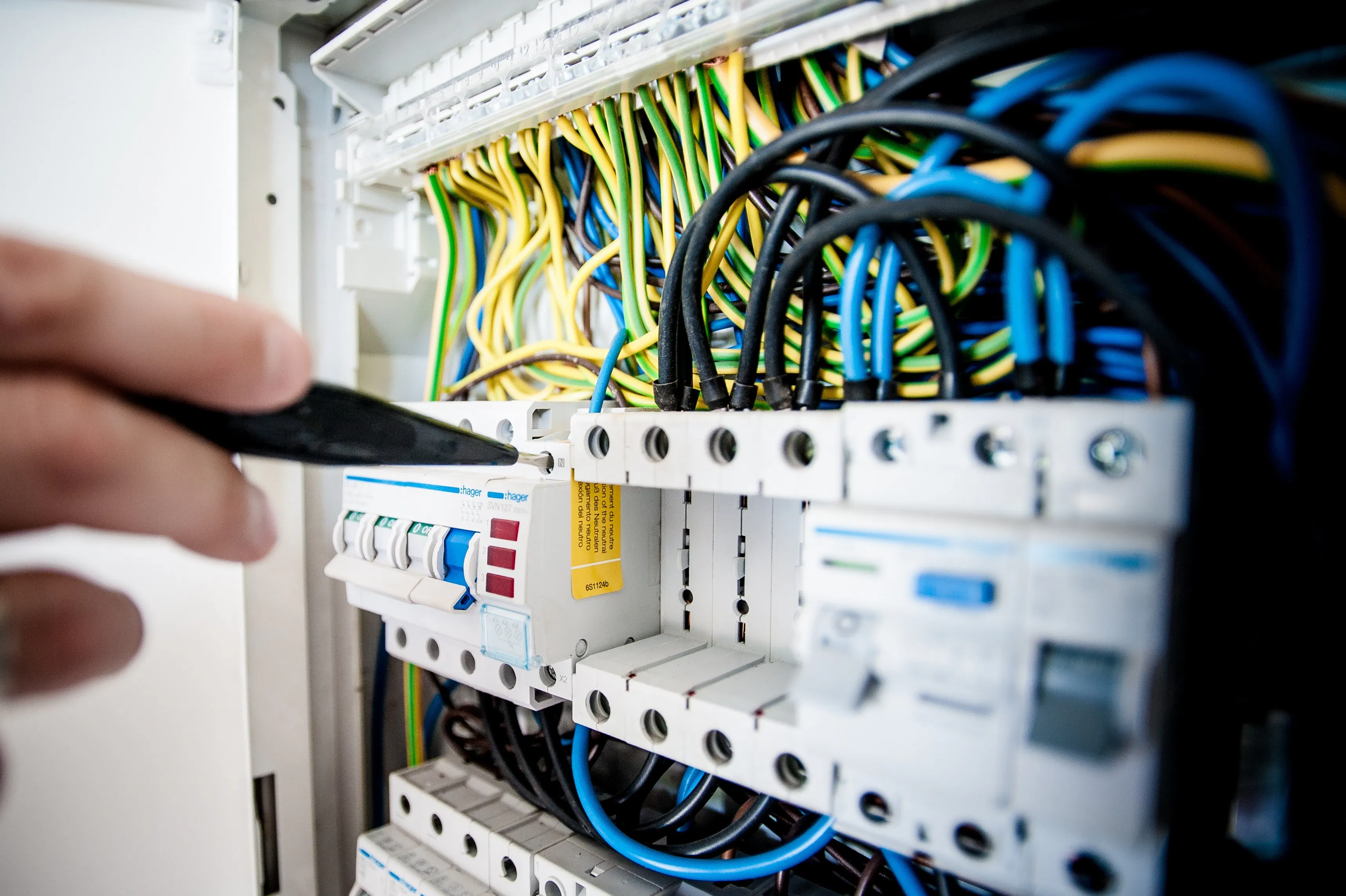
The role of a millwright today consists of erecting, leveling, constructing, commissioning, installing, troubleshooting, or repairing any stationary equipment used in industries today. The types of equipment they work on range from steam and gas turbines to water pumps and hydraulic systems. They’re cross-trained in condition monitoring, welding, machining, piping, and basic electrical. As such, people often call millwrights the “jack of all trades.”
The millwright profession is a highly diverse trade that’s present in any setting, from vineyards to nuclear power plants and anything else in between. There are a number of specialty areas as well, such as robotics, turbines, alignments, troubleshooting, condition-based monitoring, reliability, and so on.
Basic LOTO and Why It’s Important


Millwrights work around many types of equipment that can cause either death or injury to those working on it. If you work on equipment, you never want to put yourself in a position where a running machine can have the opportunity to remove anything from your person, whether that’s an appendage or simply clothing. As such, millwrights maintain safety with a system called “Lock Out, Tag Out” or LOTO.
What Is LOTO?
Before removing or going behind any guards, touching any rotating equipment, or performing any other work on machinery, it’s vital to LOTO the equipment to create a state of zero energy.
It’s more than just shutting equipment down. Some equipment, even when the power is shut off, still has energy stored in it, such as from gravity, accumulators, pneumatics, hydraulics, or springs.
Tip: If you’re unsure of the energy that’s present in a machine, or if it’s a machine, setting, or procedure you’re unfamiliar with, go through LOTO with someone who is familiar with it.
In many cases, it’s also vital to isolate upstream and downstream for any liquid sort of movement. For instance, if you have a conveyor system upstream that could drop materials on you, you need to make sure that’s safe as well as the machine you’re working on.
LOTO Hazards to Be Aware Of
When performing LOTO, you need to be physically part of the process. Don’t trust anyone to do it for you. Be physically present and engaged in locking the equipment down. Cutting corners is a mistake most people only make once.
Some common hazards to be aware of when performing LOTO include:
Grease, oil, and chemical absorption from the equipment
Fugitive emissions
Unintended releases (such as hydrogen sulfide, carbon dioxide, carbon monoxide, natural gas, or steam)
There’s a wide range of situations you could get in, so if you’re going to be working on any equipment, make sure you understand the basics of LOTO for it. Don’t let production be the thing that takes your life.
Equipment Inspections
As maintenance personnel, a major part of a millwright’s job is to do inspections and preventative maintenance on equipment. With respect to this, it’s worth remembering that humans are great sensors—we use our senses a lot, which makes operators and maintenance personnel the first line of defense against equipment failure.
Tip: Since operators run the equipment you inspect, they know it better than you do. As such, it’s vital to build a rapport with them—doing so will make your job much easier.
Using Your Senses on Equipment PMs
When performing preventive maintenance (PM) tasks, it’s important to spend time with the equipment. Listen to it. Are there any strange noises? Unusual smells? Visible leaks? Odd vibrations?
Unless a piece of equipment is designed to shake, it shouldn’t. Most equipment should run calmly, quietly, and have a consistent sound. Any variations need to be investigated.
It’s important not to rush it. When asking how long a proper PM or line walk should take, the answer is always “As long as it takes.” Spend time with the equipment, and look for any issues that you can note on your own.
Examples of Using Senses in PM Inspections
For examples on how to use your senses in PM inspections, consider the following:
Bearings
If you’re inspecting bearings, see if they’re running hot by touching them by hand. If you can leave your hand on them for longer than a couple seconds, they’re fine.
Hubs
Look for missing bolts, brackets, and anything that’s shaking, rattling, or vibrating. Note discolorations or material buildup.
Material Buildup
Dirt, grime, and other material buildup is a clear visual sign that something is wrong. Any buildup on bearings or pillow blocks will cause excess heat, resulting in equipment failure (particularly on hydraulics).
Also, the cleaner your equipment is, the easier it will be to see defects that need to be addressed.
Bolts
If bolts are defective or improperly installed—particularly on life-saving devices like pressure safety valves—they can pose a threat to operators and others on the production floor.
Inspections – A Millwright’s Job



The primary job of maintenance personnel—including millwrights, industrial mechanics, maintenance techs, etc.—is to find issues before they need to be addressed. That means checking everything out and making sure it’s given the best quality service possible. You must note all issues in order to plan for maintenance instead of letting the equipment plan it for you.
Any defects you find should be reported to your supervisor, maintenance planner, or whoever is in charge of coordinating maintenance.
Bearing Basics
Millwrights often have to replace bearings. Bearings are a critical component of any type of rotating equipment. They come in various types, but the most common are:
Hydrodynamic bearings, which are solid bearings.
Roller bearings, which include ball bearings.
Roller bearings can be further broken down into various types for a number of applications, including thrust, radial load, and combination load bearings.
Fact: There are many more types of bearings in use today, including electrodynamic, electromagnetic, and air bearings.
Choosing the Right Type of Bearing
You need different bearings for different types of applications. For instance, if you have a load that’s pushing down perpendicular to a shaft, you’ll need a radial bearing. On the other hand, if the load is moving parallel to the shaft, you’ll need a thrust bearing. If you use the wrong type of bearing, won’t last very long.
Proper Bearing Storage
Bearings are precision components, but they’re not often treated as such. In order to get the longest service life out of your bearings, they must be stored and installed properly.
With respect to storage, bearings need to be stored flat in a temperature-controlled environment and isolated from vibration. They should also be kept sealed and packaged until you’re ready to put them into service. To keep them from rattling around, keep them on something rubber to absorb vibrations from the working environment.
Common Bearing Issues
The majority of premature bearing failures can be attributed to lubrication issues (roughly 80%) and improper installation (10%). Aside from those, another common issue is false brinelling.
Brinelling occurs when the elastic inner race in the bearing is overloaded. When the elastic limit is exceeded, you end up with dimpling on the inside of the bearing. False brinelling results when bearings are transported or stored without being isolated from vibrations or laid flat. To see the difference between false brinelling and actual brinelling, you need both a magnifying glass and some experience with bearings.
Bearing Installation
When you’re removing or installing a bearing, make sure the service where it’s going to be mounted on is clean and free of burrs. In addition, make sure you have the right type of fit for the application. Bearing fits come in three varieties:
Clearance fit, which can be very easily put onto the shaft and can never be too tight.
Interference fit, also known as a shrink fit. Shrink fitting requires using heat or liquid nitrogen to expand/shrink the housing or shaft.
Transition fit, which is in between clearance and interference fits, depending on tolerances.
Interference Bearing Installation
When doing shrink fits, keep these tips in mind:
Never use a torch to mount bearings. The heat will be uneven, and that creates stress loads inside the bearing. It can also affect the temper of the materials.
Avoid using oil baths whenever possible.
It’s best practice to use induction heaters and liquid nitrogen. Once the liquid nitrogen stops boiling, it means as much heat has been removed as possible.
Use a heat stick or thermometer, not a heat gun, to check temperatures since they aren’t affected by distance, angle, or interference.
Bearings with internal seals can never be heated above 120°C (248°F). Bearings with no internal seals can be heated up to 200°C (392°F), but that can start affecting the structure of the bearing itself.
Bearings typically need to be heated to 83°C (150°F) above the shaft temperature.
Time is of the essence. The loner you wait, the quicker the bearing will cool down.
Clearance Fit Bearings
When doing a clearance fit, keep these tips in mind:
Clearance fit bearings have either a centric locking ring or a set screw locking collar. In most cases, the centric locking ring is better since it has more contact with the surface of the shaft.
Centric bearings should be tightened to the direction of rotation.
When installing a set screw bearing, drill or file a bit of a relief where you plan to put it.
Conical set screws tend to cause more damage than dog, flat, or cup screws, but it depends on the kind of surface you’re putting it on.
Belt Maintenance and Tips


V-belts are among the most common power transmission devices in the world. They’re used everywhere, including cars, plains, trains, etc. They transmit power from a driver—typically a motor—to a sheave attached to the part being driven.
One reason belts are so commonly used is the fact that they’re clean, reliable, and require no lubrication. They’re cheap, they can easily be used in large stands, and they’re readily available.
Tip: When installing a belt, you’ll usually have the smaller sheave on your motor and the larger one on the driven part. This arrangement can be used to determine gear ratios and output speeds.
Belt Sizes and Classifications
Belts are sized by a letter system, such as 3L and 4L in automotive, which indicate fractional horsepower. The length of a belt is measured by the outside in tenths of an inch. For instance, a 4L460 is 46 inches long on the outside diameter. Narrower belts might be labeled 1V, 2V, etc.
In the industrial side of things, the letter system ranges from A (the smallest) to E (the largest). An X in any of those series means the belt is cogged. When you start getting into larger drive applications, such as C’s, D’s, and E’s, you’ll often be dealing with banded belts with two or more belts all combined into one unit.
Beyond V-belts, there are many other varieties, such as round belts, synchronous (timed) belts, hexagonal, flat, and so on. V-belts are the most common, though, followed by synchronous and flat belts.
V-belts have a trapezoidal cross-section with an inner core of synthetic fibers. They are wedged into the sheave, allowing them to transmit power from the motor to the driven component.
Storing Belts for Prolonged Life
Millwrights should make sure belts are stored flat on a shelf, not hanging on a hook. Any time they’re hung, they’ll start to take the hanger’s shape, causing the inner core to deform. In addition, belts on equipment that’s left stationary for extended periods of time should be removed. Otherwise, they’ll start to crack and fail from all the tension.
Finally, belts should also be kept at a stable temperature away from direct light to prevent damage.
Checking and Replacing Belts
When replacing belts or performing maintenance on belt drive systems, it’s important to relieve the tension in the system first. Doing so makes it much easier to remove and replace the belt, which is much better than trying to slip a belt off or onto the sheave. Not only does trying to slip it off make it more likely that your hands will get pulled into the system, but it also damages the cores, shortening its service life.
When checking belts and sheaves, use a sheave gauge to get an indication of any wear. It also helps to feel inside the sheaves with your fingers (with the machine off, of course!) to see if there are any ridges or imperfections that should be addressed.
When installing belts, check the tension on them with a tension gauge, such as an ultrasonic tension meter. The equipment manufacturer or belt supplier should be able to provide you with the proper tension, along with formulas to calculate it.
When tightening up belts, rotate them a bit by hand after getting the tension you want. They’ll stretch out a little, after which you’ll need to retighten them. Ideally, the system should then be run at a low speed for about 24 hours until the belts are broken in, after which they’ll need re-tensioning again.
Tip: Running a component at low speed in a production environment is often not possible, but it should be done when feasible. After a day, a new belt will start to flop around.
Belt Alignment
Belts can tolerate a little bit of misalignment, but not enough that you shouldn’t worry about it. They should be both parallel and angularly aligned to within .100” per foot (though a 16th per foot may be more advisable). Misalignment can come in various forms, including:
Angular, where the driver is sitting at an angle to the driven.
Offset, where one sheave is not set exactly parallel to the other.
Twist, which is a combination of angular misalignment and offset.
Tip: Mounting lasers on each end can help you get perfect alignments.
All About Grease



Millwrights often have to check and replace grease. Grease is a solid or semisolid substance composed of a dispersion of thickeners in a liquid lubricant. Essentially, it’s a thick oil.
Grease is typically used in applications that require infrequent lubrication or where it’s not feasible to use liquid oil. It’s often overlooked in discussions on equipment maintenance, but it’s a critical item for bearings and anything else that requires it.
Composition of Grease
Lubricating grease consists of a base oil, thickener, and some additives. It may be made from mineral oils, or it could be synthetic. The thickeners are usually metal soaps, such as lithium, calcium, aluminum, or complex soaps. The additives vary by application. For high pressure applications, for instance, you’ll add in molybdenum.
Grease also comes in a variety of grades, ranging from semi-fluid (having a consistency of ketchup) to firm (like cheddar cheese spread). Different greases are for different applications, and millwrights need to understand what grease to use at what time.
Basics of Grease Storage
For grease to be as effective as possible, it needs to be stored at room temperature or cooler (but not cold). Make sure it’s out of sunlight, off the floor, and left in a vertical position. It should never be stored in heat, in the back of a truck/piece of equipment, or outside where it could be contaminated.
If grease is stored in a high heat environment, it’ll start to drop the oil out, ultimately spoiling the lubrication.
Best Practices for Choosing Grease
To ensure the right grease for the right application, it all comes down to the type of grease, the frequency, and the amount used. Never mix greases. You’ll have best results if you always use the same type of grease on a given piece of equipment.
If you must swap greases, there are compatibility charts that show whether different greases are compatible or incompatible. Note, however, that if the chart indicates that two greases are only “moderately compatible,” it’s probably not worth betting the life of expensive critical equipment.
It’s also worth noting that the grease’s color doesn’t tell you much. Color comes down mostly to what a given brand decided to use, and it doesn’t necessarily reflect what’s actually in your grease. For instance, red grease could be lithium, polyurea, lithium complex, or bentonite clay.
Best Practices for Applying Grease
When applying grease to anything, always wear gloves. It’s a petroleum product that will easily absorb through your skin and affect your health.
Hand Packing
Hand-packing of grease should never be done outdoors. Keep it in a clean area, use lint-free cloths, and wear nitrile gloves. Also, never immerse parts in in a jug or can of grease. Any dirt or dust that gets in is just going to introduce failure to the component.
Grease Guns
Grease guns should always be fully cleaned and purged before any grease is loaded into them. Ideally, a different grease gun should be used for every sort of grease you have on site. In addition, each one should be labeled and color coded (if possible) along with bearing housings so that you know what grease goes in it at what time.
Grease guns come in a variety of different models, including electric, pneumatic, pistol grip, and lever style. Each brand and style has different amounts of grease that come out per stroke, and even that will change based on the grease being used. Any time you grease something, make sure you know the quantity needed. To figure out the quantity you get per stroke, the best practice is to use the grease gun to put a full stroke onto a scale. Moving forward, you’ll always know how much your grease gun puts out.
Also worth noting is how much pressure grease guns can put out. Most can put out 10,000 to 15,000 PSI of pressure, which can be disastrous for lip seals or other components that can only handle 150 to 500 PSI.
The Process of Applying Grease
When you apply grease, make sure all fittings and the grease gun are as clean as possible. Remove the purge plug from the bearing as well. Also, the component you’re greasing should not be stationary. It needs to be cycling or else your grease won’t distribute properly, and you might not get the right quantity in.
Also, slower greasing is better because it gives the bearings a chance to distribute the grease without overloading one area.
Ultrasonic Greasing
By far the best practice is ultrasonic greasing. An ultrasonic auto-luber can be left in position on a bearing for only a couple hundred dollars. While ultrasonic isn’t feasible for every situation, it’s the way to go if you have a lot of greasing to do in a large plant.
Beware Overgreasing
Finally, overgreasing can be just as problematic—if not more so—than undergreasing. Excessive grease causes high heat, high amp draw, and seal damage, and it could deform the rolling elements inside a bearing due to the churning, decreased clearances, and resistance that come as a result. Overgreasing can cook a motor, whereas undergreasing might only result in a bearing failure.
Basics of Oil—The Lifeblood of Equipment
Oil is the lifeblood of equipment, and it should be treated as such. It comes in many different forms, grades, and viscosities.
Never Mix Oils
Typically speaking, you should never mix different grades, brands, or types of oil. Engine oil is different from gear box oil, and those are both different from a hydraulic oil. It all comes down to the makeup of the oil itself and the additives put in. They’re simply not made for the same application.
Oil Viscosity Measurements
The typical oil viscosity measurements seen in the industry are SAE (Society of Automotive Engineers) and ISO VG (International Standards Organization Viscosity Grade). These two measurements are not interchangeable. They read on different scales. While ISO 22 may be equivalent to an SAE 5W, that doesn’t mean you can use ISO 22 in an SAE 5W application. When in doubt, refer to the OEM documentation or talk to a tribologist/lubrication engineer.
Generally, the lower the number on the scale, the lower the viscosity, i.e. the thinner the oil.
Best Practices for Storing Oil
Oil should be stored at a stable temperature and away from moisture. That includes rain. If you allow rain to collect on an oil drum, it’ll cool it down, causing the oil to decrease in size. Once it warms up again, it’ll expand and push air out of the drum. If it cools down again, it will actually pull in pooled rainwater through the spigot, bringing moisture into your oil.
As such, oil drums should be stored laying sideways with both spigots at a 3 and 9 o’clock position. If you have to store them upright, place rain caps on them. The best practice, though, is to keep them inside where the elements can’t get to them.
Importance of Filtering Oil from the Supplier
When you get oil from the supplier, it’s not necessarily clean. As such, you’ll often need to filter it. If it has too many particulates in it, it could be disastrous for a piece of critical equipment since it could mean the equivalent of passing thousands of kilograms of dirt through it in the course of a year.
Equipment manufacturers will have an ISO code that they need the oil to meet, with concentration levels and particle size in nanometers. This should be followed to a T. In addition, any containers used to transfer oil must be surgically clean. If you’re transferring multiple types of oil, use different cans for each.
Filling Equipment
When you’re going to fill oil into a piece of equipment, all caps and fittings need to be cleaned beforehand. The cleaner your fittings, the longer your equipment will last. The style of jug can also help. There are models that have a line connected to a quick connector that minimize the introduction of moisture or dirt into the equipment.
If you’re oiling equipment outdoors and it’s dusty or windy, wait. If you can taste dust in the air, you’ll introduce contaminants into the oil as soon as you open it up. Unless the equipment is critically low, it can wait until the weather calms down.
When adding oil into a system, you need to add it fairly slowly, letting it normalize occasionally so you don’t overfill it. It’s easy to put in too much since it takes a while to read on a sight glass. It’s better to take your time and do it right than overfill it and potentially damage your bearings.
How Temperature Affects Oil
Another item to remember with oil is that temperature affects its volume, which is particularly important when you’re dealing with hydraulics or heavy equipment. If the equipment is sitting stationary and it’s -30° outside, the oil is going to have less volume than if it’s running really hot. That can be disastrous. For instance, if you fill a hydraulic tank in below-zero temperatures, you could easily end up with oil pushing through the breather once it gets up to temperature.
Inspecting Oil in the System
When you’re going to fill oil, you need to inspect the oil inside the system. If it’s clear, then it’s probably doing pretty well, but if it’s opaque or has any oil balls floating in it, it’s a sign of contamination. At that point, you’d need to do an oil drain as soon as possible and figure out where the contamination is coming from.
Oil Leaks
If there are any leaks in your system, rectify them as soon as possible. If oil can come out, then moisture and dirt can get in.
Globe Fillers
If your equipment has a globe filler, remember that it might be put on the wrong side. The side it should be on depends on the direction of rotation, and it should be placed so that the oil gets pushed into the filler rather than getting pulled out with centrifugal motion. If it gets pulled out, it will look like it’s low when in reality it’s not.
Finishing Touches
After filling oil, make sure you replace all caps, close any part of the system you’ve opened, and tighten everything up. If there’s a plug, make sure you use some thread tape or PTFE (Polytetrafluoroethylene) in order to keep out contaminants.
Conclusion
Millwrights, maintenance technicians, and industrial mechanics all fulfill the same role—that of keeping equipment in top operating condition. It requires a great deal of knowledge, both about the equipment they work on as well as the components and materials needed to keep it running.
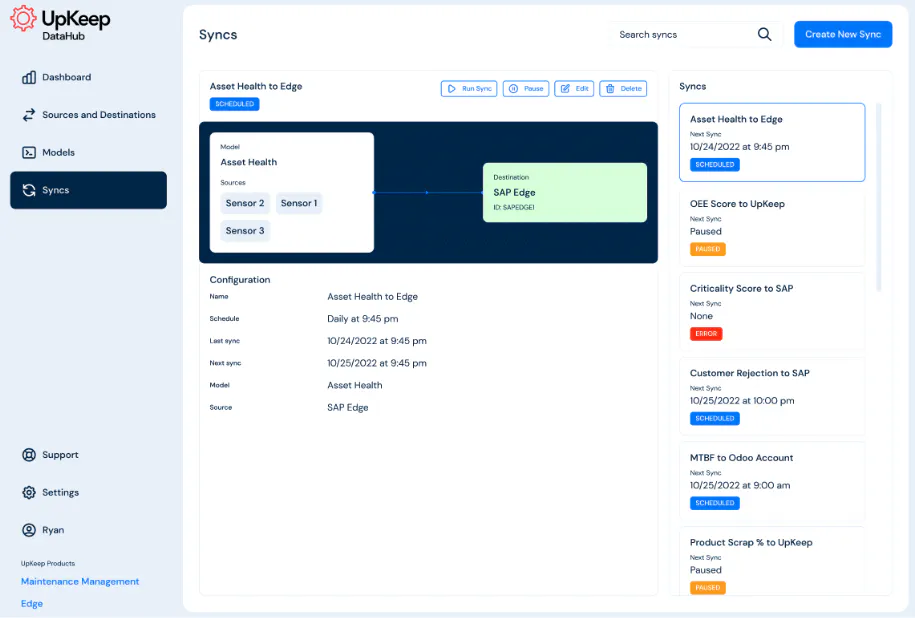
Tip: When planning maintenance tasks, a CMMS can help you get the timing and materials right. UpKeep’s CMMs is the way to go for millwrights and maintenance planners.
Want to keep reading?


Article
Launching UpKeep DataHub For Asset Managers


Article
How good is your Preventive Maintenance Program?



Article
Top 9 Manufacturing Trends for 2023
4,000+ COMPANIES RELY ON ASSET OPERATIONS MANAGEMENT
Leading the Way to a Better Future for Maintenance and Reliability
Your asset and equipment data doesn't belong in a silo. UpKeep makes it simple to see where everything stands, all in one place. That means less guesswork and more time to focus on what matters.









