Entrada en el Blog
Cómo construir un equipo de excelencia en mantenimiento (Parte 3)
Desde que siguió el camino, sus números de tiempo de inactividad han mejorado, sus costos de mantenimiento han disminuido y mucho más. Ahora es el siguiente paso.






This is the third in a series of four articles on how to evolve your maintenance maturity over time. Taken together, this series will provide a roadmap for becoming a first-class maintenance team. Each article covers one step in the process: crawl, walk, run, and sprint. The material is based on the author’s experience implementing it in his own organization.
To read part 1 of the series, Crawl, click here.
To read part 2 of the series, Walk, click here.
At this point, you’re about 24 to 28 months into your journey. Since you’ve followed the path, your downtime numbers have improved, your maintenance costs have decreased, and you’re able to calculate additional opportunity cost savings based on increased runtime.
You’re beginning to transition from a firefighting (reactive) to first-class (proactive) maintenance department. This is allowing you to start understanding many different aspects of maintenance, and it will lead you to wanting to find the root cause of failures. In addition, you now understand that it will eliminate the issue once and for all. It’s a great feeling once you can experience this daily! It becomes part of your culture; you’re no longer a parts changer.
This is first-class maintenance, and there’s no other way of doing maintenance once you’ve achieved it, is there?
Commit to Reducing Work Order Backlog
You must be committed to reducing work order backlog. This is very easy by planning and following through on what you say you’re going to be committed to doing. This means during outages and downturns, you’re able to get a good balance of major items and convenience items completed. This should have been established earlier in the Crawl stage during your maintenance meetings. Now at this point, basically the low-hanging fruit (the easy stuff) that moves the needle on the metrics is gone. You’re running now, and to get better, it takes a team effort going forward.
Increase Focus on Using Data and Metrics to Drive Decisions
This is the time that you’re using metrics to drive change with finding the right approach to increase uptime and decrease maintenance downtime. This is when maintenance and production can see the difference, and it’s making production want to get involved. Now machine operators are entering good descriptive breakdown information because they want to be part of the culture! Change has taken place, and you continue to strive to get better.
Remember to look at everything that could be completed when you have the machine scheduled down for work. This will reduce the backlog of work orders. There will come a time when preventive maintenance tasks and projects are your only work orders in the system. This is a great thing because now you can work on different ways to improve your overall maintenance footprint. Remember, maintenance was a must-have evil, no value added. Now you have freed up skilled maintenance technicians (with less work to do) to get more involved in different aspects of the company!
The maintenance department is doing great, but the production side is looking for help (covering vacations, ramping up new employees, turnover, and even a pandemic). The maintenance department can allow for anyone interested to utilize four of their eight hours where they are experienced to help. (If the task is menial, technicians could be quickly trained.) I will go into this in detail in an upcoming article, Maintenance: An Evil Necessity or Value Added.
Helpful Work Order Tip
You can add (downturn)/(outage) to the bottom of your work order. Then, when you’re going through them, it will be easy to spot. If you’re a to-the-minute type of maintenance department, add an estimated time per technician needed to complete.
(Downturn 4)/(Outage 12) ― This will do two things for you:
Shows you that this needs to be completed during this kind of machine downtime.
Shows you the number of resources needed to have it completed.
You should notice now that you’re talking about work that is coming up a few months before it’s scheduled. This will naturally happen in the maintenance meetings without even thinking about it. This is a culture change after all. Then a week out, you go over the downturn/outage in detail and should see that the prep work is done. You’re now ready to go with parts, or they’ll be here in time.
Implement Route Checklists
Total Productive Maintenance (TPM) developed route checklists by machine, so operators can complete regular machine health checks. TPM is a well-disciplined program targeting zero losses and the highest level of reliability and capability.
This is a very good maintenance practice and gets the machine operators and the helpers involved in doing maintenance checks daily. This may take away 10 to 15 minutes of planned operating time a shift; however, the positive side is that it prevents days of unplanned downtime. Report any potential issues to the maintenance department before it becomes a breakdown. This leads to more preventive efforts and less firefighting.
The way this is set up should be thought out and structured. Most of the operators are not maintenance-inclined but capable of seeing issues as they arise. The way you get started is to create a board that is checked daily by a maintenance technician. A machine should be broken down into zones (1, 2, 3, etc.). Then you use carbon copy tags with a wire to secure to the area of the finding. You then simply note the area (Zone 1), what is wrong, and attach the tag to the area. You then take the carbon copy and put it on the board for the maintenance technician to see.
The tag should be highly visible and bright so that it stands out in color. This way it’s easily seen by everyone, and if the machine starts to look like a speckled mess, it’s noticed. As a manager, you should look at each machine. Whoever has the least amount of TPM tags will receive a small token as a reward, such as a McDonald’s gift card. You can be creative with both recognition and how it’s set up.
Next, set a time limit on the length of time the findings need to be corrected before going into the CMMS as a TPM work order. Remember back in Crawl, the three types of work orders were released, unreleased, and breakdown. By now I hope you’re understanding that there are many different types of work orders. This is very important, and we’ll go into detail later in the article.
Provide Additional Training to Advance Team’s Skills
Look at everything through a continuous improvement lens. You’re asking how we can make this better. Well, it’s very simple. People will do what they like to do. The first and foremost rule is never making someone do something that they feel is not going to help (or so they think). This will end up an unsuccessful outcome seven out of 10 times. Allow them to fail even if you know it will because it will help them learn. (Do this within reason. Don’t allow them to cross safety lines or take production losses due to it. This makes downturns and outages prime learning events as well.)
Additional training can include:
A type of welding/welding in general
Blueprint readings/drawings
Office computer skills (Word, PowerPoint, etc.)
This list will be best generated in your world with what’s relevant to your maintenance needs. This also confirms your commitment toward always improving to get better. This will show huge dividends very quickly.
Recognize the Maintenance Team for Their Achievements and Commitment
Both production and maintenance employees are implementing ideas and driving improvements. Do not discard any ideas brought to your attention. This will build trust and cause more ideas to flow in. You will receive a few ideas that are not a good choice or even relevant to your plan. Simply communicate back to the employees, “Thanks for the submission on the matter; it’s being reviewed. This is making us better. Thanks again.”
If you crush their spirit, the process will fail.
Focus on Production Entering Why a Machine Is Not Running (Log Entry) for Breakdowns
This is now a must-have item. It's very hard because the operator thinks one thing and the maintenance technician knows another. As a rule of thumb, the operator and maintenance technician should talk about it first. When they both understand what happened, the operator can then make the entry as to why it was in maintenance/downtime. The breakdown work order is now the repair or corrective action that returned the machine to service. You will see it in the next section.
Use Interactive Dashboards to See Metrics That Improve Reliability
Eliminate waste at the root cause, i.e., reduced downtime, maintenance costs decline, no rework, and wanting to understand reliability maintenance! Leave the parts-changing environment to the root cause analysis way of maintenance.
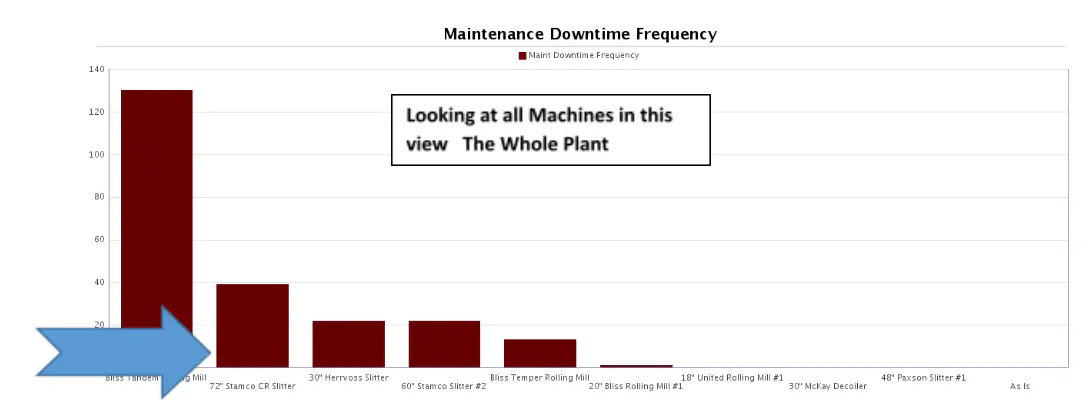
The two examples you’re about to see show a similar but different approach on how to start looking at different ways to improve your maintenance department’s way of thinking. Breakdown viewed by root cause analysis looking at frequency and hours.
The first one looks at a machine by total downtime frequency on the 72 Slitter (see arrow).


Drilled down to the machine and all breakdowns by frequency for February.


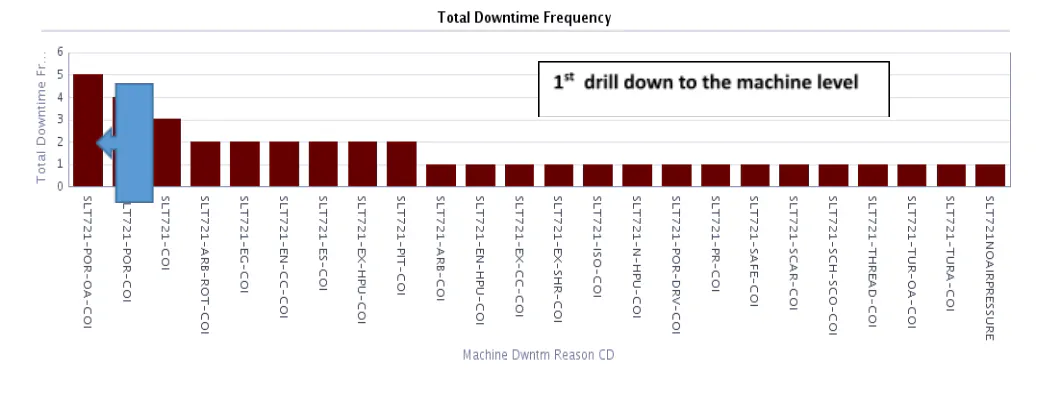
This is showing that there are five occurrences on this part of the machine (see arrow).
Plant | BOM Resource Name | Mach Dwntm Category Desc | Machine Dwntm Reason Desc | Total Downtime Frequency | Total Downtime Minutes | Total Downtime (hrs) | Average Total Duration (Min) |
COD | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Pay-Off Reel Overarm | 5 | 168 | 3 | 34 |
This was the #1 most frequent downtime for this machine for the month of February.
Frequency Charting
This is showing the five occurrences broken down by individual occurrence. This is the meat and potatoes of what you’re looking for when it comes to getting better―the root cause!
Downtime Details (-365) | ||||||||||||||||||||||||
Machine Downtime Type | BOM Resource Name | Mach Dwntm Category Desc | Machine Dwntm Reason Desc | Date | Created by Name | Machine Downtime Start Date | Shift Start Date | Start Time | Machine Downtime End Date | End Time | DT Mins | Machine Dwntm Comments Made by Operator | ||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Pay-Off Reel Overarm | 2/4/2021 | OP 1 | 2/4/2021 | 2/3/2021 | 4:30 | 2/4/2021 | 5:30 | 60 | broke overarm had to replace | ||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Pay-Off Reel Overarm | 1/9/2021 | OP2 | 1/9/2021 | 1/8/2021 | 1:20 | 1/9/2021 | 1:50 | 30 | Tur side B blew bearings in overarm had to put new one in | ||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Pay-Off Reel Overarm | 8/7/2020 | OP2 | 8/6/2020 | 8/6/2020 | 22:52 | 8/6/2020 | 23:22 | 30 | broken POR holddown roll chain | ||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Pay-Off Reel Overarm | 8/7/2020 | OP2 | 8/7/2020 | 8/6/2020 | 4:45 | 8/7/2020 | 5:10 | 25 | p.o.r hold down chain broke AGAIN! | ||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Pay-Off Reel Overarm | 12/21/2020 | OP1 | 12/21/2020 | 12/20/2020 | 5:04 | 12/21/2020 | 5:27 | 23 | Por holddown chain broke | ||||||||||||
|
|
|
|
|
|
|
|
|
|
| 168 | Grand Total | ||||||||||||
We see that there is a problem with the chain breaking on the POR REEL. Good work on operator entries.
What would make the chain break? Looking at these five entries and timeframe, I can say a bad bearing could have caused the chain to fail, arm to break, and the bearing to fail. However, off-spec material also could have caused this to fail. Do a little research to find out the product line run during this time.
Takeaways
Update to preventive maintenance: grease fittings more often, make sure they’re captured on a preventive maintenance task, and check to see the correct grease is being applied. (These are the easy items to look at right now.)
Engineering measures: modify to a more robust bearing, sealed vs. open, and chain upgrade.
Off specifications: if it’s manufactured to run at max capacity of ½” material and you run ¾”, I would think of modifying to allow for the difference in material or buy the right machine to run your product.
All maintenance downtime: after checking the run schedule for this machine, it was found to have run OFF SPEC material. This information was compiled, and it was found that each breakdown occurrence happened during these times (while running OFF SPEC material). This is the reason we have encountered these issues. The weakest link fails every time.
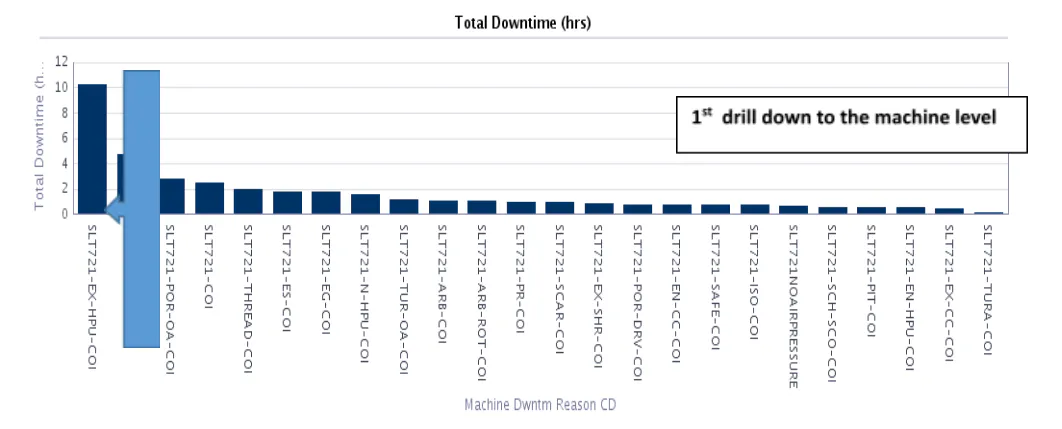
Now let’s look at it in time (hours). The same machine for the month of February. The #1 breakdown is not the same as the frequency breakdown was!


| Final drill down to see each item | ||||||||||||||||||||||||||
Machine Downtime Type | BOM Resource Name | Mach Dwntm Category Desc | Machine Dwntm Reason Desc | Date | Created by Name | Machine Downtime Start Date | Shift Start Date | Start Time | Machine Downtime End Date | End Time | DT Mins | Machine Dwntm Comments | ||||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Exit Hydraulic Power Unit | 1/11/2021 | Messmer, Dustin J | 1/11/2021 | 1/10/2021 | 1:05 | 1/11/2021 | 6:25 | 320 |
| ||||||||||||||
Maintenance DT | 72" Stamco CR Slitter | Break Down Maintenance | 72 Slitter Exit Hydraulic Power Unit | 1/11/2021 | Messmer, Dustin J | 1/11/2021 | 1/11/2021 | 6:40 | 1/11/2021 | 11:35 | 295 |
| ||||||||||||||
|
|
|
|
|
|
|
|
|
|
| 615 | Grand Total | ||||||||||||||
The Exit Hydraulic Power Unit
Down (two occurrences) for 615 minutes. Remember the POR had five occurrences for frequency and only 168 minutes in actual downtime. There is no description of why there was downtime. You can see it was changed to maintenance downtime. This is where you need to discuss this at the maintenance meeting. If the operator has no entry, then it’s operator downtime. I know it will only take a few of these, and that will change the blank or nonentries.
Begin Focused Groups to Specialize in Certain Fields
Know what the data shows and understand what to do with it. The person(s) in a specialized field adds valuable resources that will allow you to get a much broader look at the machine. Remember back in Walk, we talked about predictive maintenance.
Predictive maintenance practices are a must if you want to see results. Start taking the time so you understand which, if not all, of these you would benefit from to reduce downtime:
Vibration monitoring/analysis
Lubricant monitoring/analysis
Ultrasonic noise detection
Infrared thermography
Non-destructive testing
Visual inspections
Motor circuit analysis
You should have at least one or two of these implemented and a short history beginning. This information should be reviewed by the person(s) who has been working with the results to monitor changes. Now is the time to take the next step in further education of the specific one or ones that you’re using. This will allow for a better understanding of what should be done when a result is found. Ideally, the person(s) who now have become competent in the field will provide valuable insight into preventing the next catastrophic breakdown.
Remember, the first and foremost rule is never making someone do something that they feel is not going to help (or so they think). This will end up in an unsuccessful outcome seven out of 10 times.
Example: post your additional certified training and let them sign up to help. If you have no takers, then your culture is still not fully changed. Therefore, wait to start adding additional training. This will also happen automatically in some cases because the culture has changed, and you will have technicians approaching you for more knowledge.
Work Order Review
This is a review from Crawl.
Work order: this is very easy, and I recommend three types (released, unreleased, breakdown).
Released: this type of work order means that you have reviewed the task, modification, or information on the work order. You’re committing to have it completed within a certain number of days from the release date (recommend 10 days to complete).
Release date: when you change an unreleased work order to released. The clock starts ticking.
Unreleased: this type of work order means that you’re aware of the work that needs to be done. The parts, manpower, machine availability, or it was just not that important on the priority scale to get completed.
Breakdown: this type is just like it sounds. This is when there is a stop in production, and maintenance is called to restart the machine. This could be due to an electrical/mechanical failure of a part, system, or structural failure. When an operator causes the shutdown, it’s not a maintenance downtime occurrence. That would be operations downtime. (This is set up during your first maintenance meeting.) Decide then on how to classify these.
This was a start to get you to understand how to set up and catalog the very basic idea of a work order system. I’m sure now you have managed to come up with different ways to separate your work orders.
Tracking Work Orders
I’d now like to show you an improved way to begin migrating toward a more detailed way of tracking work orders. You already know the three different types of work orders previously mentioned. Take a step back and look at it like this.
Three different statuses of a work order. You were told this was a type of work order earlier in your journey (Crawl), so you could develop to this point. The trick to getting better is change.
Three different statuses of a work order:
Released: ready to go, planned to be completed. A born-on date (track how long it takes to be completed) 10 days or fewer is outstanding.
Unreleased: something else needs to happen to move this to a released status (whatever it may be, parts, machine time, personnel, etc.).
Completed/closed: this is simple, just like it states. Done!
That is all you should be using going forward. The change is now type of work order. This means that you can have many new ways of creating great metrics to get that much more efficient from new metrics. Here are some examples to show you how it will help you improve.
Work Order Types
Breakdown work order (type) / Released (status): this means you have a work order for a machine breakdown that happened but still needs a repair done. The machine, however, may still be running but at a much slower speed, only 40% capacity. Basically it’s running below 100% of its capabilities.
Total productive maintenance work order (type) / Closed (status): this means you had a work order over the allotted time, and it was put into the CMMS but has since been done. Metric to improve on number of tags found, time to fixed, etc.
Safety work order (type) / Unreleased (status): this means you have a safety item or situation that needs to be done. (This is an item that should be a showstopper and shuts the machine down.) This is not to be confused with a breakdown work order. If you use this work order type, then I’d make sure everyone understands the machine is down. You should never have one of these in an unreleased status. However, I’m not the maintenance manager at your company.
Preventive maintenance work order (type) / Released (status): this should be an easy one already in place (inspection only). Metric: completed on time as stated. This is all work orders being found during your preventive maintenance inspection. You should see around five to seven percent being generated to assure you have a good preventive maintenance task in place. It’s a great metric to see if your preventive maintenance tasks are looking at the preventable issues and catching them before failure.
I hope you can start to see a pattern regarding the differences in type and status. This will allow you to focus on specific areas to improve on. Metrics are your friend; they drive improvement and change you to look at the overall picture.
Conclusion
To recap:
You must be committed to reducing work order backlog.
There are different ways to set up work orders in groups.
Increase focus on using data and metrics to drive decisions.
Total productive maintenance developed route checklists by machine, so operators can complete regular machine health checks.
Champion additional training to advance your team’s skills.
Continue to recognize the maintenance team for their achievements and commitment.
Have production enter why a machine is not running (log entry) for breakdowns.
Begin focused groups to specialize in the different types of predictive maintenance, at least one or two.
Understand work orders, the three different statuses of a work order, and types of work orders.
Now you’re well on your way to becoming a value-added department. The last step is Sprint, and never look back, and always look to getting better.
Bio:
George Miconi has been with Worthington Industries (The Makers of Better) for the past ten years as a Maintenance Planner. He holds a current A&P license and worked in the aviator sector for ten years with American and American Eagle Airlines as a maintenance tech, supervisor, and general manager. He has written a few articles and has created the Crawl-Walk-Run-Sprint roadmap to basically walk anyone through the maintenance process.
¿Quieres seguir leyendo?



Artículo
Cómo crear una lista de verificación de mantenimiento preventivo



Artículo
7 consejos para un mejor programa de mantenimiento preventivo



Artículo
Ejemplos de mantenimiento preventivo que ahorran y desperdician dinero
MÁS DE 4000 EMPRESAS CONFÍAN EN LA GESTIÓN DE OPERACIONES DE ACTIVOS
Liderando el camino hacia un futuro mejor para el mantenimiento y la confiabilidad
Los datos de sus activos y equipos no pertenecen a un silo. UpKeep simplifica ver dónde se encuentra todo, todo en un solo lugar. Eso significa menos conjeturas y más tiempo para concentrarse en lo que importa.









